


螺纹在日常生活中使用广泛,所以市场上的螺纹产品种类繁多,而检测螺纹的标准也是参差不齐。传统的螺纹检测方法普遍是用螺纹通止规来检定,自从螺纹综合测量机的问世以来,螺纹综合参数的测量也变得更加标准化。螺纹的检测方法可分为哪几种呢?我们来对比一下市面上检测螺纹用的比较多的三种方法:
一、使用螺纹通止规检测法:

这种检测螺纹的方法是比较传统的,也是使用的比较多的方法。在检测螺纹时,先使用通端,如果量规的通端正好可以通过,止端通不过,在理论上这个螺纹工件就是符合要求了。
二、使用螺纹千分尺检测法:
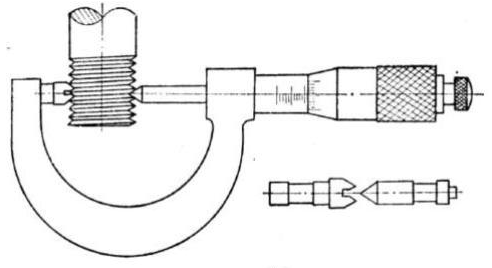
此方法使用螺纹千分尺检测螺纹工件的中径,普遍测量三角螺纹,检测方法和外径千分尺相同,有两个与螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽,可以调整不同距离大小的测量触头,供不同的牙型角和螺距选用。检测螺纹时,把螺纹千分尺的两个触头调整好位置,正好卡住螺纹的牙形面上,得到的参数就是该螺纹中径的实际尺寸。
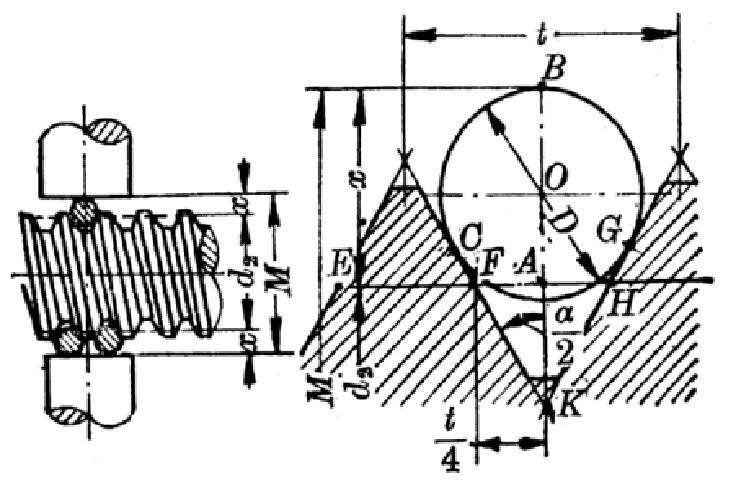
三、螺纹三针(双针)
三针测量外螺纹中径是一种间接测量螺纹中径的方法。
测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸 。再根据被测螺纹的螺距 、牙形半角 和量针直径 ,计算出螺纹中径 。
用三针法测量螺纹中径,可按以下步骤进行:
1.根据被测螺纹的螺距,计算并选择合适的量针直径。
2.擦净被测螺纹,并夹持在支架上。
3.擦净杠杆千分尺,并调整零位。
4.将量针分别放入螺纹沟槽内,旋转杠杆千分尺的微分筒,使两测头与量针接触,然后读出M值。
5.在同一截面相互垂直的两个方向上分别测出M值,并将其平均值代入公式计算出螺纹中径。
6.判断被测螺纹中径的合格性。
